







Unveiling the Eco-Efficiency: Key Benefits of Solvent Recyclers in Manufacturing Operations

Introduction – The Key Benefits of Solvent Recyclers
In the dynamic landscape of modern manufacturing, where sustainability and cost-effectiveness are critical benchmarks, the integration of innovative solutions becomes imperative. Solvent recyclers, championing eco-efficiency, have emerged as game-changers in the pursuit of reducing waste and cutting costs within manufacturing operations. This blog unravels the key benefits that solvent recyclers bring to the table, showcasing their transformative impact on both environmental sustainability and financial efficiency.
Minimization of Waste and Commitment to Environmental Conservation
At the forefront of the advantages offered by solvent recyclers is their ability to significantly reduce waste in manufacturing operations. These innovative systems are designed to recover, purify, and reuse solvents, minimizing the need for disposal and the associated environmental impact. By embracing solvent recyclers, industries contribute to a more sustainable and eco-friendly production ecosystem, aligning with global efforts towards responsible waste management.
Cost Savings through Solvent Recovery
One of the primary drivers behind the adoption of solvent recyclers is the substantial cost savings they facilitate. By reclaiming and reusing solvents, manufacturing operations can drastically cut costs associated with the purchase of new solvent materials. This not only conserves valuable resources but also directly impacts the bottom line, making solvent recyclers a strategic investment in long-term financial efficiency.
Solvent Recyclers Improved Operational Efficiency
Solvent recyclers play a pivotal role in streamlining manufacturing processes. By ensuring a constant and purified supply of solvents, these systems contribute to consistent and high-quality production outputs. The enhanced reliability of solvent availability leads to improved operational efficiency, reduced downtime, and increased productivity – factors crucial in the competitive landscape of modern manufacturing.
Solvent Recovery Compliance with Environmental Regulations
In an era of stringent environmental regulations, the adoption of solvent recyclers becomes a proactive step towards compliance. By managing and reusing solvents responsibly, industries demonstrate a commitment to environmental stewardship. This not only helps in avoiding penalties and legal complications but also enhances the corporate image by showcasing a dedication to sustainable and responsible manufacturing practices.
Solvent Recyclers Customized Solutions for Diverse Applications
Solvent recyclers are versatile tools that can be tailored to meet the specific needs of diverse manufacturing processes. Whether in the automotive, aerospace, or electronics industries, these systems can accommodate a range of solvents and adapt to various applications. The flexibility offered by solvent recyclers makes them a scalable and adaptable solution for a wide array of manufacturing operations.
Solvent Recyclers Solution – Reduction in Carbon Footprint
As industries increasingly focus on minimizing their carbon footprint, the adoption of solvent recyclers becomes a strategic move. By reusing solvents and reducing the demand for new production, these systems contribute to lower energy consumption and decreased greenhouse gas emissions associated with the manufacturing of virgin solvent materials. This reduction in carbon footprint aligns with global sustainability goals and positions industries as environmentally responsible entities.
Protect Employee Health and Safety
Traditional solvent disposal methods pose inherent risks to employee health and safety. Solvent recyclers mitigate these risks by minimizing the exposure of workers to hazardous waste and fumes. Creating a safer working environment not only safeguards the well-being of employees but also improves morale, contributing to a positive and compliant workplace culture.
Long-Term Equipment Preservation by Solvent Recyclers
Solvent recyclers aid in the preservation of manufacturing equipment. By maintaining the purity of solvents used in industrial processes, these systems contribute to the longevity and efficient functioning of machinery. This, in turn, reduces the frequency of equipment replacements and repairs, translating into additional long-term cost savings for manufacturing operations.
Enhanced Product Quality
The use of purified solvents through recycling processes positively impacts the quality of manufactured products. Consistency in solvent composition leads to uniformity in coatings and finishes, ensuring a higher standard of output. This improvement in product quality can elevate the reputation of manufacturing operations and enhance customer satisfaction.
Resource Conservation and Sustainability Credentials
Solvent recyclers play a pivotal role in resource conservation. By extracting the maximum utility from solvents, these systems contribute to a more efficient use of raw materials. This not only aligns with sustainable manufacturing practices but also bolsters the sustainability credentials of businesses, appealing to environmentally conscious consumers and partners.
Conclusion
In conclusion, the adoption of solvent recyclers in manufacturing operations yields a myriad of benefits, addressing both environmental concerns and economic considerations. From waste reduction and cost savings to improved operational efficiency and compliance with regulations, the impact of solvent recyclers is transformative. Embracing these innovative systems is not just a strategic business decision; it is a commitment to sustainable manufacturing practices that resonate with the demands of the present and the imperatives of the future. As industries continue to navigate the complexities of modern manufacturing, solvent recyclers emerge as indispensable allies, ushering in a new era of eco-efficiency and financial prudence.
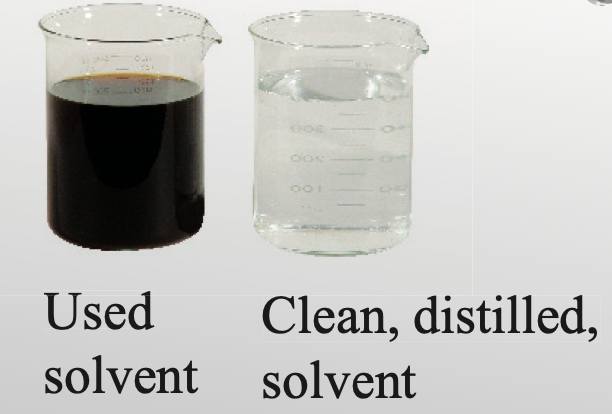
The URS900CE, solvent recycler effectively reclaims used solvent for reuse and segregates solid waste like paint for disposal. With a Uni-ram solvent recycler, the operation becomes “Greener”. The facility can improve its Waste Generator Status with Environmental Agencies as used solvent transported off-site is reduced by approximately 90%. Solvent purchases typically drop by approximately 90% and the waste hauling charge also drops by approximately 90%. The 10% waste from recycling is considered hazardous unless the Disposal Service advises otherwise. Please check our product brochure for more details.
For more details on implementing these strategies in your solvent recycling practices, please feel free to contact us. We are here to provide additional information and guidance tailored to your specific needs and requirements.
In light of the imperative nature of addressing climate change, the reduction of industrial carbon emissions has transitioned from being a mere choice to an absolute necessity. Uniram Corp. provides eco-friendly Solvent Recyclers Solution, along with additional strategies, offering a comprehensive approach to attaining sustainability goals. Through the embrace of innovation, collaborative efforts, and a steadfast commitment to sustainability, industries can lead the way towards a greener and more sustainable future, concurrently enhancing their financial bottom lines.
Industries play a pivotal role in the collective pursuit of carbon neutrality and a healthier planet. By incorporating these strategies, you have the potential to substantially diminish your industrial carbon emissions footprint, actively contributing to the creation of a more sustainable industrial landscape. For further insights into these approaches and tailored solutions, please don’t hesitate to reach out to us. We are here to provide additional information and assistance to meet your specific needs and aspirations.