The Two Major Heating Methods of Solvent Recovery: Safety Approved Direct Heating vs. Indirect Heating
Introduction
Solvent recovery is a crucial process in industries such as auto body shops and aircraft manufacturing, where the need for efficient and safe solvent recyclers is paramount. Understanding the differences between the two primary heating methods used in solvent recovery—Safety Approved Direct Heating and Indirect Heating—can help businesses make informed decisions. In this blog, we will explore these methods, highlighting their efficiency, environmental impact, and safety considerations.
Advantage of Solvent Direct Heating : High Recycling Efficiency Rate
In industries where speed and efficiency are critical, Safety Approved Direct Heating stands out as the preferred method for solvent recovery. This method uses an electrical heating circle to directly heat the solvent container, leading to several significant advantages:
- Efficiency: Safety Approved Direct Heating can recycle a 5-gallon (19L) batch of solvent in just 4 hours. This is a stark contrast to the Indirect Heating method, which can take up to 12 hours for the same amount.
- Energy Consumption: Due to its high efficiency, Direct Heating consumes approximately 76% less power than Indirect Heating. This reduction in energy usage not only cuts operational costs but also contributes to a lower environmental footprint.
- Environmental Impact: By consuming less power and operating more efficiently, Safety Approved Direct Heating reduces carbon emissions, making it a more environmentally friendly option.
- Safety: Solvent recyclers using Direct Heating are designed with safety in mind. The electrical heating circle ensures even and controlled heating, reducing the risk of overheating and potential hazards.
Indirect Heating: Low Recycling Efficiency Rate
While Indirect Heating is still a viable method for solvent recovery, it comes with certain drawbacks that can affect operational efficiency and environmental impact:
- Efficiency: Indirect Heating typically requires up to 12 hours to recycle a 5-gallon (19L) batch of solvent. This slower process can be a bottleneck in fast-paced industries.
- Energy Consumption: The longer processing time of Indirect Heating results in significantly higher energy consumption. This method can use up to 76% more power compared to Direct Heating, leading to increased operational costs and a larger carbon footprint.
- Environmental Impact: The higher energy usage associated with Indirect Heating contributes to greater carbon emissions, making it less environmentally friendly.
- Safety: Indirect Heating involves heating elements that are not in direct contact with the solvent, which can lead to uneven heating and potential safety risks if not properly managed.
How Does a Solvent Recovery System Work?
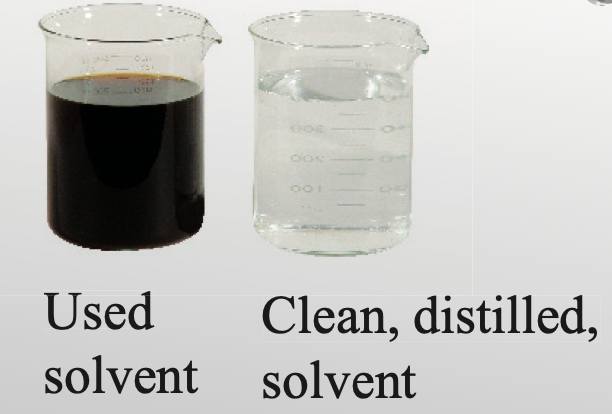
Solvent recovery systems utilize the process of distillation to separate and purify solvents. Distillation leverages the different boiling points of the mixture’s components, involving two main steps: vaporization and condensation.
Vaporization: The mixture is heated to the boiling point of the component with the lowest boiling point. This causes that component to vaporize while the others remain in liquid form. For example, in a mixture of water and ethanol, heating the mixture to around 78.37°C will vaporize the ethanol.
Condensation: The vaporized component is then directed into a cooling area where it condenses back into a liquid. By lowering the temperature, the vapor molecules lose kinetic energy and transition back to the liquid phase, separating them from the other components.
This fundamental technique is widely used in chemistry and industrial processes to achieve high levels of solvent purity.

Introducing the Uni-Ram URS500 Series Solvent Recyclers
For businesses seeking an efficient, safe, and environmentally friendly solution for solvent recovery, the Uni-Ram URS500 Series Solvent Recyclers are an excellent choice. These machines utilize Safety Approved Direct Heating and boast several key features:
- IECEx Certificate: The URS500 Series is IECEx certified, ensuring that it meets the highest international safety standards for use in potentially explosive atmospheres. This certification reflects Uni-Ram’s commitment to rigorous testing and quality assurance.
- Efficiency: With the ability to recycle a 5-gallon (19L) batch in just 4 hours, the URS500 Series ensures that businesses can maintain high productivity levels.
- Energy Consumption: The Direct Heating method used by the URS500 Series significantly reduces energy consumption, lowering operational costs and minimizing environmental impact.
- Safety Features: Designed with safety in mind, the URS500 Series ensures even and controlled heating, reducing the risk of overheating and other hazards.
The URS500 & 600 Series solvent recyclers are the favorites of paint and body shops for good reason. The URS500 Solvent Recycler, in particular, provides clean, recycled solvent every day, handling typical solvents such as paint thinner, gun wash solvent, and acetone with ease. This daily recycling capability significantly reduces a shop’s environmental footprint and operational costs.
With the URS500 & 600 Series solvent recyclers, shops can generate 5 gallons of clean recycled solvent from each recycling batch, leading to a dramatic decrease in solvent purchases and offsite waste transport costs—approximately 90%. These solvent recyclers are at the core of Uni-ram’s environmentally friendly solutions, which include innovative spray gun cleaners and parts washers that maximize solvent reuse.
By utilizing the URS500 & 600 Series, automotive solvent recyclers can effectively reduce hazardous solvent waste, enhancing both the environmental sustainability and cost-efficiency of their operations. This dual benefit makes the URS500 & 600 Series indispensable for businesses looking to improve their eco-friendliness while maintaining high operational standards.
Conclusion
In conclusion, when it comes to solvent recovery, Safety Approved Direct Heating offers superior efficiency, lower energy consumption, and enhanced safety compared to Indirect Heating. The Uni-Ram URS500 Series Solvent Recyclers exemplify these advantages, making them an ideal choice for industries that demand fast, efficient, and safe solvent recovery solutions. By opting for Direct Heating methods and certified equipment like the URS500 Series, businesses can achieve their operational goals while also contributing to a more sustainable and safer environment.
Explore our range of Solvent Recyclers today and find the perfect match for your needs. For more detailed information and assistance in selecting the right Spray Gun Cleaner Machine or system, please contact us. Elevate your solvent management strategy with our state-of-the-art Spray Gun Cleaning Solutions and take a step towards a more sustainable and efficient future.
Equip your business with Uni-ram’s advanced cleaning solutions and experience a new standard in maintenance efficiency and environmental stewardship.
For more details on implementing these strategies in your solvent recycling practices, please feel free to contact us. We are here to provide additional information and guidance tailored to your specific needs and requirements.
In light of the imperative nature of addressing climate change, the reduction of industrial carbon emissions has transitioned from being a mere choice to an absolute necessity. Uniram Corp. provides eco-friendly Solvent Recycling Systems, along with additional strategies, offering a comprehensive approach to attaining sustainability goals. Through the embrace of innovation, collaborative efforts, and a steadfast commitment to sustainability, industries can lead the way towards a greener and more sustainable future, concurrently enhancing their financial bottom lines.
Industries play a pivotal role in the collective pursuit of carbon neutrality and a healthier planet. By incorporating these strategies, you have the potential to substantially diminish your industrial carbon emissions footprint, actively contributing to the creation of a more sustainable industrial landscape. For further insights into these approaches and tailored solutions, please don’t hesitate to reach out to us. We are here to provide additional information and assistance to meet your specific needs and aspirations.